BLG.png)

China Manufacturer of Mesh Belt Tunnel Freezer for Efficient Cooling Solutions
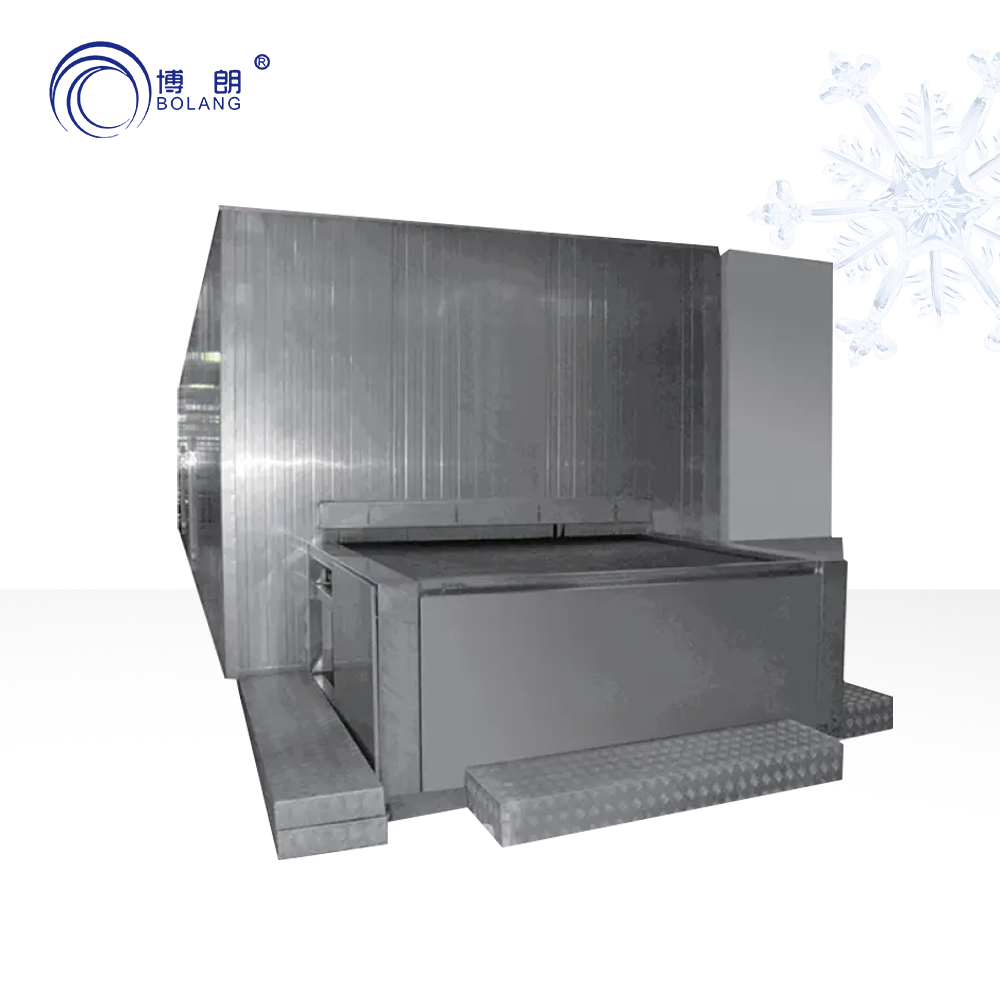
When it comes to ensuring the freshness of your products, a Mesh Belt Tunnel Freezer is a game-changer. I’ve seen many clients benefit from this equipment, particularly those sourcing from China. As a manufacturer, we understand the demands of the food processing industry and the importance of efficiency and quality. Our Mesh Belt Tunnel Freezer is designed to optimize freeze times while maintaining product integrity. This state-of-the-art technology not only enhances productivity but also promotes energy savings, which is crucial for any business looking to cut costs. Its robust construction means it's built to last, providing a reliable solution for your freezing needs. We pride ourselves on quality, and our clients' satisfaction is our top priority. Partnering with us means you’re choosing a manufacturer that stands by its products and understands your business challenges. Let us help you streamline your operations and keep your products at their best. Contact us for more information!




Mesh Belt Tunnel Freezer Winning in 2025 Supplies the World\u2019s Top Brands
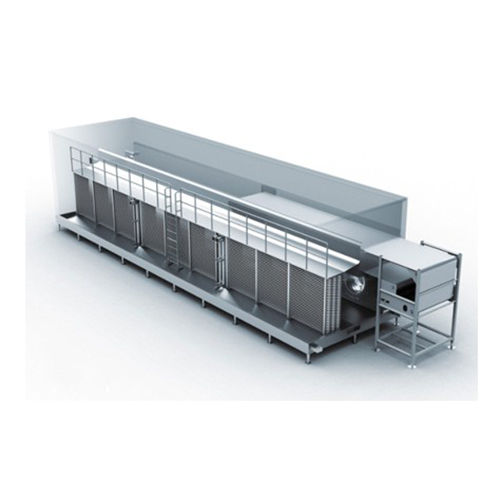
In the competitive world of frozen goods, efficiency and reliability are paramount. As we look towards 2025, the evolution of the Mesh Belt Tunnel Freezer stands at the forefront of technology, revolutionizing the way frozen products are processed and preserved. Designed for high efficiency, these freezers utilize cutting-edge technology to streamline the freezing process, ensuring that products retain their quality and flavor while meeting the demands of global supply chains. With a capacity to handle diverse types of food products, these systems are perfect for businesses aiming to enhance their operational capabilities. What sets the Mesh Belt Tunnel Freezer apart is its ability to adapt to varying production needs, making it a vital asset for food manufacturers and distributors around the world. The flexibility in design allows it to serve multiple sectors, from seafood to bakery goods, ensuring product integrity through rapid and uniform freezing. As the demand for high-quality frozen products continues to rise, investing in this advanced freezing technology will not only improve production efficiency but also help in maintaining a competitive edge in the marketplace. As we move closer to 2025, businesses looking to partner with leading suppliers will find that embracing innovative solutions like the Mesh Belt Tunnel Freezer is essential for meeting consumer expectations. By integrating these advanced systems into their operations, companies can ensure they are well-positioned to serve top brands with the high standards required in today’s fast-paced food industry, ultimately leading to lasting partnerships and success in the global market.
Mesh Belt Tunnel Freezer Winning in 2025 Supplies the World’s Top Brands
| Feature | Specification | Application | Market Demand (2025) |
|---|---|---|---|
| Cooling Capacity | 1000 kg/h | Frozen Foods | High |
| Temperature Range | -40°C to -18°C | Meat & Seafood | Growing |
| Energy Efficiency | > 90% | Bakery Products | Increasing |
| Conveyor Speed | 1-3 m/min | Dairy Products | Stable |
| Size | Length: 10m | Processed Foods | Consistent |
Related Products
1.jpg)





Mesh Belt Tunnel Freezer Leads the Global Market Where Innovation Meets 2025
Top Selling Products


1.jpg)
- Related Blog
- Reviews

-

Phone
-

E-mail
-

Whatsapp
-

WeChat
Judy
-

skype
Judy
-

Top